

硅磚
配料時適當增加亞硫酸紙漿廢液的含量;往模型內裝料時,要將邊角泥料按實,保證邊角的致密;磚坯脫模后,往干燥板上堆放前,應在干燥板上墊棉布條或報紙,同時磚坯之間保持5〜10mm的距離;運輸過程中防止振動過大而使磚坯產生缺邊掉角現象。
硅磚成型時如何減少磚坯尺寸公差?
成型前應檢查錘頭的平整度和偏斜度,防止錘頭不平或偏斜;成型前還要檢查成型臺與出磚器的平整度,使錘頭與上模板相適應;成型后應對磚坯逐塊檢尺,保證坯體符合尺寸公差要求。
硅磚磚坯在干燥過程中產生裂紋的原因硅磚在干燥過程中產生裂紋的主要原因是干燥溫度升高過快,或受熱不均勻,在磚坯內造成過大的蒸汽壓,致使坯體開裂。因此,制訂合理的干燥制度,嚴格管理,嚴格操作,可減少干燥過程中產生裂紋的現象。
—般采用什么干燥器干燥硅磚磚坯?
干燥硅磚磚坯一般采用隧道干燥器,有的中、小廠采用干燥室或干燥炕進行干燥。用隧道干燥器可以干燥各種硅磚磚坯。機械成型的焦爐硅磚磚坯可以裝在干燥車上直接推入干燥器內進行干燥,干燥后的殘余水分一般控制在1〜2%,用手工成型或振動成型的大型、異型磚坯,應先在干燥室內干燥1〜3d后,再送入干燥器進行干燥,其殘余水分應控制在1%以下。
燒成硅磚時應注意的問題
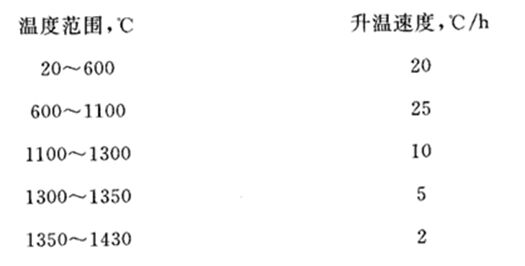
600℃以下可用較快而均勻的升溫速度燒成。700〜1200℃因磚坯體積變化不大,強度逐漸提高,可盡快升溫。1200〜1430℃的高溫階段,是SiO2晶型轉化和體積變化階段,升溫速度應逐漸降低,并應緩慢而均勻地升溫。為此,可采用弱還原焰燒成。燒成以后的冷卻階段,600℃以上可以快冷,600℃以下應緩慢冷卻。燒成升溫速度(參考值)如下:
配料時適當增加亞硫酸紙漿廢液的含量;往模型內裝料時,要將邊角泥料按實,保證邊角的致密;磚坯脫模后,往干燥板上堆放前,應在干燥板上墊棉布條或報紙,同時磚坯之間保持5〜10mm的距離;運輸過程中防止振動過大而使磚坯產生缺邊掉角現象。
硅磚成型時如何減少磚坯尺寸公差?
成型前應檢查錘頭的平整度和偏斜度,防止錘頭不平或偏斜;成型前還要檢查成型臺與出磚器的平整度,使錘頭與上模板相適應;成型后應對磚坯逐塊檢尺,保證坯體符合尺寸公差要求。
硅磚磚坯在干燥過程中產生裂紋的原因硅磚在干燥過程中產生裂紋的主要原因是干燥溫度升高過快,或受熱不均勻,在磚坯內造成過大的蒸汽壓,致使坯體開裂。因此,制訂合理的干燥制度,嚴格管理,嚴格操作,可減少干燥過程中產生裂紋的現象。
—般采用什么干燥器干燥硅磚磚坯?
干燥硅磚磚坯一般采用隧道干燥器,有的中、小廠采用干燥室或干燥炕進行干燥。用隧道干燥器可以干燥各種硅磚磚坯。機械成型的焦爐硅磚磚坯可以裝在干燥車上直接推入干燥器內進行干燥,干燥后的殘余水分一般控制在1〜2%,用手工成型或振動成型的大型、異型磚坯,應先在干燥室內干燥1〜3d后,再送入干燥器進行干燥,其殘余水分應控制在1%以下。
燒成硅磚時應注意的問題
600℃以下可用較快而均勻的升溫速度燒成。700〜1200℃因磚坯體積變化不大,強度逐漸提高,可盡快升溫。1200〜1430℃的高溫階段,是SiO2晶型轉化和體積變化階段,升溫速度應逐漸降低,并應緩慢而均勻地升溫。為此,可采用弱還原焰燒成。燒成以后的冷卻階段,600℃以上可以快冷,600℃以下應緩慢冷卻。燒成升溫速度(參考值)如下:
燒制硅磚溫度變化表
新聞推薦
 在線咨詢(7*24)
在線咨詢(7*24) 電話咨詢
電話咨詢