
�aƷ����PRODUCTS
���՟ᾀ

���M��ʽ�ӟ�t�t�r�dz��ܟ�ؓ�ɵ���Ҫ�Y�����֣�����ʩ���|�����ӟ�t�_���OӋ�Ṥָ�������P�I�����á��S�������ͻ���ϵđ��ü��t���OӋ�ď��s����ʩ���y��Խ��Խ���t�rʩ���|����������˸��������Ŀǰ�����Ⱥܶ���Ͳ��M��ʽ�ӟ�t�������ͻ����������ӟ�t�ȵ��ͻ��ӡ�

�ͻ����������һ���w��������ͻ���ϡ����ϡ��Y�τ�����ӄ��������ơ���ˮ���Y�τ���Һ�w���쟒���D���ɉK������F�����ϣ��ڰ��b�A��һ���r�g���Ծ������õĿ����ԣ����Óv��ʩ����һ�N�������ͻ���ϣ���Ҫ������F���I�еĸ��N�ӟ�t������t���˻�t�����Y�t�Լ�늠t픵ȵ��r�w�������Ͼ��иߜ؏��ȸߣ��������Ժã��ጧ��С���������ԺͿ������g�ԏ���ʹ�É����L�����s��Դ�ȃ��c���e�m���ڠt픡�����u�������ܓp���Ҳ��׳��͵IJ�λ��
1���ͻ�����ϵ�ʩ�����c
�ͻ�����ό��ښ�Ӳ���Ӳ�Բ��ϡ��������еĺ�ˮ���^�٣���¶�ڿ՚����^�̕r�g�͕�Ӳ�������ʩ���r�Y����Ҫ�B�mʩ���������ωK�c�K֮�g��횽���һ�����������ܽY����һ���@�N������Ҫ��ֱ��ʩ���档
������ʹ���ڠt�λ�Õr�����ڠt픲��õ���Y����ͨ�^�^�̴u���ͻ���ϵ��������ɞ�һ�����w��Ҫ����ʹ�������c�^�̴u�Y�Ͼo�ܡ��^�̴u�ǵ����ڠt�䓽Y���ϵģ���ʩ���^���б��ʹÿ�K�^�̴u�ܵ��A�������@�Ӳ��ܱ��C�t�������������䡣���������������Y�ϵ��^���У���Ȼ�������ܔU�������ܱ��C�t픵ĺ�ȣ��@��Ҫ���ڠt픵�����2���涼Ҫ�O��ģ�壬ʹ�����ϵĺ�ȿ�����Ҫ��ķ����ȡ�
�������ڸߜ����տs�����Բ���Ҫ���Â��y�ķ������O��Û�p�������˷�ֹ�����տs����F�M���Q�˵��ѿp����ʩ���^���п��Բ����пp�ķ��������Ƹ������ؕr����Û���տs��
���^�ӹ���Ŀ����ϱ���⻬�������ڽY�ϣ�ע��M��Ҫʹ�Ӻ���ֲڡ��鱣�C�⣬ʩ����ɺ������ҲҪ�ֲڣ�����ͿĨ�������Ĩ�Ӽӹ���ͬ�r��4��6mm����F��������������ų����������ˮ�֡�
2��ʩ������
�ͻ�����Ͽ��ԑ����ڼӟ�t�t�����t픵Ȳ�λ��߀��������ʩ�������c����������һЩ��ע�ϵȺ��yʩ�������ⲿλ��������ʩ��Ҫ������܌����Y�ϳ�֣��B�mʩ����
�Ԡt픿�����ʩ������������������ʩ��������
�t픿������ړv���^���У��^�̴u�İ����|���������Ϡt픵�ʹ�É��������ܴ��Ӱ푣�ʩ���r���Ȍ������ϓv�������^�ž�̎�s20mm(�A�y���ž��ڵ���С����)������������ľģ�u��������ϣ��γɰ����������^�̴u�̶����^�̴u�c����С�����g϶��ľШШ�o������䁷ſ������M�Гv��
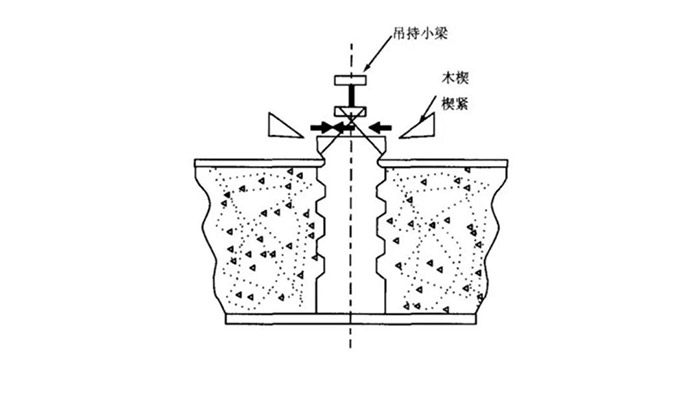
�����^�̴u����λ�����_���u���Ŵ�ֱ���v��r���ȏ��^�̴u�ɂ��Óv�N����һ�飬Ȼ���ɉK�����^�̴u�g�Ŀ����ϣ��@�ӷ��ʹ�ɱ������O���^�mʩ�������t픿�����ʩ�����t�Y����ľШȫ��ȡ����
3��������ʩ��ע�����
��1��ʩ���gЪ�r���ӿp����ͬһ���^�̴u�����ľ�̎�������ϲ����v���渲�w���^�m�v��r���ѓv���Ľ�����ȥ10~20mm�������ë���v�������̫��r�����F��ˮ�� ��
��2�������Ϟ���Ȼ�B�o����tǰ�M���ģʹ���w��Ȼ��������ϲ�ģ����ǰ��ľ�N�p�p�ô��^�̴u�����܇��Ŀ����ϣ�ʹ֮�o��ҧ�ϣ������ýyһ�Č��ù��ߡ�
��3��ÿ�Πt픺��T̎ģ�壬����ڿ�����ʩ���ꮅ24 h�ɲ�ģ��
��4����Û�p�Ì����пp���г���ÿ��1500mm�и�һ������Ȟ�60mm��
��5���ߡ��͜ضΠt�ʹ�õ��ͻ���ϲ�ͬ��ʩ���r�Ȍ��ߵ͜ضηֽ羀����С���ϣ��Դ˷ֽ羀���Q���ϡ�
��6����tǰ�����σ��r�ѿp����12 mm�r�M�����a���ѿp̎���ڳ������С��Ш�οڣ����懊���F��ˮ���ÿ���������ѿp��3��12mm�r�����ͻ��w�S���� ��
��7���t픸��ᝲע�ϵ�ʩ�����t픿�����ʩ���Y����Ϳ����M�Н�ע��ʩ��������������ڠt���\�D������s�����M��ʩ������tǰʩ����횜p��һ�� ����ˮ���������һЩ������ˮ���ܵ��^�̴u���ܺ͝B���t�ȡ�
�����]
 �ھ���ԃ(7*24)
�ھ���ԃ(7*24) �Ԓ��ԃ
�Ԓ��ԃ