
產(chǎn)品中心PRODUCTS
服務(wù)熱線

正文
當(dāng)前位置:首頁 > 新聞中心 > 產(chǎn)品知識 > 正文玻璃熔窯是浮法玻璃生產(chǎn)線的心臟,它的使用壽命主要取決于熔窯池壁、大碹、蓄熱室的侵蝕和燒損程度,正確使用窯爐以及關(guān)鍵部位的維護(hù)保養(yǎng)是延長窯爐使用壽命、延長全線設(shè)備使用周期、提高經(jīng)濟(jì)效益的根本。本文根據(jù)某太陽能超白浮法玻璃窯爐(下文簡稱A窯爐)的實(shí)例,介紹玻璃熔窯后期的維護(hù)與使用。該窯爐經(jīng)8年多的運(yùn)行,池底、池壁、大碹、格子體等部位嚴(yán)重?zé)龘p,針對不同部位采取了不同的技術(shù)措施,改善了侵蝕狀況,延長了該窯爐的使用壽命,為企業(yè)在延長窯爐使用壽命方面提供了寶貴的經(jīng)驗(yàn)。
1、技術(shù)措施
·池壁磚貼補(bǔ)
國內(nèi)熔窯冷修的主要原因是池壁出現(xiàn)了嚴(yán)重?zé)龘p,因此,維護(hù)好熔窯池壁是延長窯齡的關(guān)鍵。A窯爐設(shè)計(jì)壽命為8年,至2019年5月,已運(yùn)行7年9個月,接近窯爐設(shè)計(jì)壽命,檢測了加料端至后山墻池壁的厚度,發(fā)現(xiàn)兩側(cè)3#~5#小爐池壁侵蝕嚴(yán)重,薄處厚度僅有34mm。之前已對A窯爐池壁貼補(bǔ)過2次,計(jì)劃進(jìn)行第3次池壁磚貼補(bǔ)。根據(jù)所備貼補(bǔ)磚情況,貼補(bǔ)厚度為75mm,高度為700mm,即為400mm+300mm(上下兩層),使用140mm寬槽鋼支承,這樣還可為第四層貼補(bǔ)留有余地。具體方案如圖1所示。
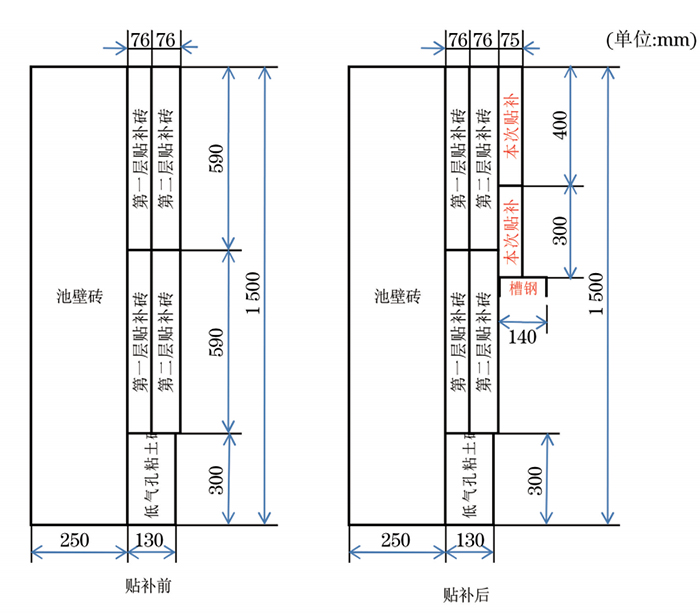
圖1 浮法玻璃窯爐側(cè)墻磚帖補(bǔ)前后示意圖
池壁磚貼補(bǔ)后,在達(dá)到窯爐設(shè)計(jì)壽命后又延長運(yùn)行半年以上,未發(fā)現(xiàn)池壁發(fā)紅現(xiàn)象。根據(jù)推算,在加強(qiáng)風(fēng)冷卻的情況下,再延長運(yùn)行1年后,再進(jìn)行第4次池壁磚貼補(bǔ),仍可以確保池爐池壁的健康運(yùn)行。
·陶瓷焊補(bǔ)
陶瓷作為熱修材料可粘連在耐火材料受損區(qū)域,熔融過程會產(chǎn)生放熱反應(yīng)溫度能達(dá)到2200℃,所以可使用陶瓷材料對二氧化硅、氧化鋁、AZS和氧化鎂耐火材料進(jìn)行修補(bǔ),焊補(bǔ)過程無需停窯,對生產(chǎn)的影響比較小。A窯爐定期邀請?zhí)沾珊秆a(bǔ)廠家對L吊墻、大碹、胸墻、蓄熱室等耐火材料侵蝕嚴(yán)重部位進(jìn)行診斷,并作陶瓷焊補(bǔ)。A窯爐運(yùn)行6年時對投料口L吊墻進(jìn)行了焊補(bǔ);運(yùn)行7年1個月時對熔窯南側(cè)1#、5#小爐蓄熱室碹頂及碹腳、北側(cè)1#小爐碹及碹腳和熔化池頭節(jié)大碹、投料口L吊墻進(jìn)行了焊補(bǔ);運(yùn)行8年3個月時對L吊墻鼻區(qū)、北側(cè)1#小爐蓄熱室碹頂、南側(cè)3#小爐蓄熱室碹腳、南側(cè)4#小爐蓄熱室碹腳及隔墻、南側(cè)5#小爐后平碹進(jìn)行了焊補(bǔ)。焊補(bǔ)后燒蝕部位得到修復(fù),“鼠洞”得以修補(bǔ),焊補(bǔ)前后照片見圖2和圖3。

圖2 L吊墻南部焊補(bǔ)前后照片
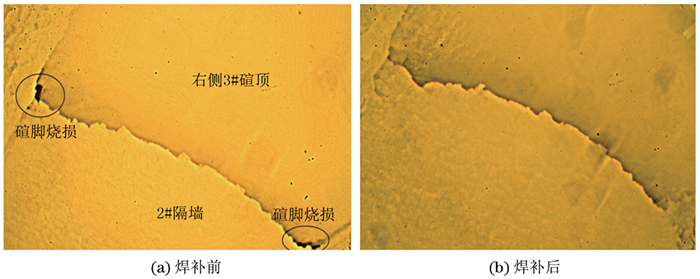
圖3 南3#蓄熱室碹角焊補(bǔ)前后照片
·格子體疏通
窯爐后期格子孔積渣速度快,堵塞嚴(yán)重,有局部倒塌現(xiàn)象,不僅影響到火焰控制的穩(wěn)定,而且可能因操作不慎出現(xiàn)事態(tài)惡化,導(dǎo)致提前冷修。采用高溫熔融與人工疏通法相結(jié)合的措施疏通格子體,以保證窯爐后期格子體內(nèi)的氣流暢通。A窯爐運(yùn)行至后期,基本上每6個月就要對堵塞嚴(yán)重的蓄熱室格子體進(jìn)行疏通(疏通前后格子體倒影如圖4所示)。除加強(qiáng)點(diǎn)檢對發(fā)現(xiàn)的碹頂“鼠洞”、碹碴燒穿部位及時修補(bǔ)外,需制定合理的蓄熱室疏通時間及方法,以保證蓄熱室正常運(yùn)行。

圖4 格子體疏通前后對比
·安裝監(jiān)控設(shè)備
實(shí)時監(jiān)控系統(tǒng)窯爐運(yùn)行至后期,先后在熔化池加料端池底三個軸線、熔化池大碹四角、小爐下方走道東側(cè)安裝了9個監(jiān)控?cái)z像頭,分別監(jiān)控池底玻璃液滲漏、碹頂燒穿、池壁漏料等處的隱患。當(dāng)班人員在中控室通過對窯爐碹頂、池底、小爐池壁等部位監(jiān)視察看,可以及早發(fā)現(xiàn)隱患。

圖5 監(jiān)控?cái)z像頭及中控室畫面
·熱電阻報(bào)警監(jiān)控系統(tǒng)
對熔化池的6對小爐、澄清部、卡脖和冷卻部等處池壁安裝了18根熱電阻,設(shè)置溫度報(bào)警限,中控室監(jiān)控人員可根據(jù)溫度變化情況及時到現(xiàn)場確認(rèn)池壁運(yùn)行狀況。
·紅外測溫儀
對1#小爐澄清部池底安裝了11根紅外測溫儀,實(shí)行實(shí)時溫度監(jiān)控,監(jiān)控人員可對比溫度曲線跟蹤耐火磚的侵蝕狀況,以便提前采取維護(hù)措施。A窯爐運(yùn)行8年4個月時,澄清部卡脖拐角磚處池壁發(fā)生輕微滲料,熱電阻溫度監(jiān)控要馬上警示,當(dāng)班操作人員及時對滲料部位進(jìn)行了處理,避免了窯爐滲料的惡化,為搶修贏得了寶貴的時間。
·增加鼓泡器冷卻系統(tǒng)
由于鼓泡器長時間的運(yùn)行,鼓泡管內(nèi)壁銹蝕嚴(yán)重,個別鼓泡管的回水溫度超過限值,降低冷卻水塔循環(huán)水的溫度不能從根本上消除此鼓泡器被燒穿的隱患。A窯爐運(yùn)行8年6個月時,3#鼓泡管被燒穿,在下拉抽出該鼓泡管時,有少量玻璃液沿著鼓泡磚流出,隨即停止該操作,將鼓泡管重新插入鼓泡磚內(nèi)。分析認(rèn)為A窯爐長期生產(chǎn)超白玻璃,池底侵蝕嚴(yán)重,停爐前無法判斷池底磚的厚度。為了安全增加了鼓泡器冷卻風(fēng)系統(tǒng)(見圖6),以防玻璃液外流造成事故。

圖6 新增鼓泡器冷卻風(fēng)系統(tǒng)
2、結(jié)語
窯爐維護(hù)需要根據(jù)窯爐類型、不同部位的損壞程度制定不同的措施。本文中的超白浮法玻璃窯爐通過池壁磚貼補(bǔ)、窯爐陶瓷焊補(bǔ)、蓄熱室格子體疏通、安防監(jiān)控設(shè)備的安裝、增加鼓泡器冷卻系統(tǒng)等措施,保證了超設(shè)計(jì)壽命的窯爐健康運(yùn)行,為企業(yè)節(jié)約了成本。
- 上一篇:窯爐保溫用保溫磚還是用保溫澆注料?
- 下一篇:隧道窯用高鋁聚輕磚,體密0.8多少錢?
新聞推薦
 在線咨詢(7*24)
在線咨詢(7*24) 電話咨詢
電話咨詢